


Technology application
Parallel Seam Welding of Airtight Packaging Basis Ⅱ
Release time
2024-07-01
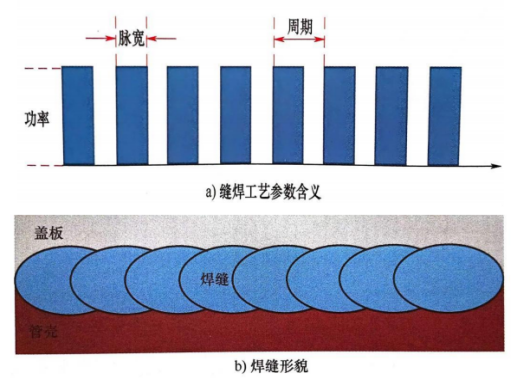
The main process parameters of parallel seam welding are pulse power, pulse width, period, welding speed, electrode pressure, etc., which will have an important impact on the size, appearance, spacing, heat and so on. The parameters need to cooperate with each other to obtain the best process window, achieve the best welding results and reduce the base temperature.
The specific process application of different parameters is also different:
- Control the amount of a single pulse energy is an important condition for determining whether metal materials can be melted.
- Pulse width: Adjust the discharge time (that is, duty cycle) in each pulse period, and also adjust the discharge power. It has an important effect on the size and spacing of solder joints, and is one of the most important parameters of parallel seam welding.

- Period: The pulse period determines how often the pulse is repeated and the spacing of the solder joints.
- Welding speed: The moving speed has an effect on the shape and spacing of the solder joints. Seam welding speed also has a certain influence on seam welding heat.
- Electrode pressure: Determine the contact resistance between the electrode and the cover plate. The greater the pressure is, the smaller the contact resistance is. The smaller the pressure is, the bigger the contact resistance is. The pressure is too small and the contact is not reliable, which will cause splashing or ignition during welding.
High-quality seam welding requirements of parallel seam welding: high reliable air tightness, uniform and continuous welding joints without pores, clear and uniform fish scale welding pattern, no over-burning and no gold leakage, smooth and full welding seams. And base temperature cannot be too high.
So how to ensure that quality requirements are met?
The total energy input is minimal when the bases are seam welded, which can melt the metal without overheating the bases. The following is an analysis of the related influencing factors one by one:
- Speed and heat: The greater the heat generated by welding is, the higher the temperature rise of the base porcelain body is, and the greater the cracking probability of the base porcelain body is. The faster welding speed can reduce the thermal shock to the base. The problem of base cracking can be solved by optimizing parameters, choosing moderate power value and increasing speed appropriately.
- Volume and heat: The heat accumulation, transfer and dissipation of seam welding process are different with the volume of base. With the increase of the volume, the temperature rise of the base decreases. When the seam welding is completed, the temperature rise of the base does not reach the highest value. Generally, the temperature reaches the maximum within 5s after seam sealing.
- Pulse width and heat: The key process parameter to control the overlapping portion of the solder joint size is the welding pulse width. The speed of electrode movement during welding also affects it. When the pulse width increases, the maximum temperature of the base increases obviously, and the thermal stress increases. The maximum thermal stress is located at the corner of the base. Reducing the pulse width can reduce the welding scale of a single solder joint, so that the melting area of the solder joint is close to the outside of the base.
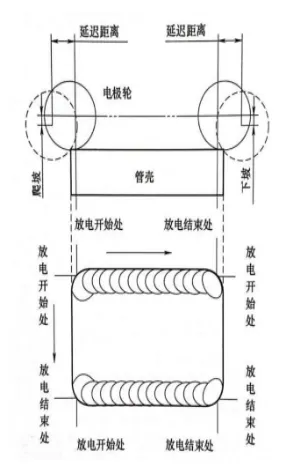
- Electrode angle and weld width: As the electrode angle increases, the welding heat center movers outward, and the weld width narrows. Electrode selection for conventional devices is 8°-12°.
- Electrode materials and heat dissipation: Materials with low resistivity and high thermal conductivity are used. Tungsten copper and other materials are preferred as electrodes for parallel seam welding.
- Seam welding fixture and process stability: The fixture should be made of materials with large thermal conductivity. The design should ensure that the sample can be smoothly fixed and evenly stressed during the packaging process. Improper design or rough processing will lead to the increase of contact resistance fluctuation and welding power fluctuation, and the consistency of the solder joint will be out of control.
- Intersection angle of cover plate and welding defects: If the intersection angle of the electrode cone is a right angle, two seam welding will occur. Solder joint stacking and energy concentration can cause angle burning. When the intersection angle is an arc angle, the welding is completed in the process of gradually reducing the effective welding radius of the electrode, and the best radian radius is 0.8~1.5mm.
- Welding energy and PIND: Under the premise of ensuring air tightness and strength, the width of the internal weld can be controlled at 0.4-0.6 times thickness of the base. Avoid applying too much welding power, which may cause splashing of metal particles.
- Pressure and heat: Seam welding generates high heat in the sealing ring area. Since there is a difference in the coefficient of thermal expansion between the glass insulator and the metal base, and the glass insulator is relatively fragile, if the welding power is too large, the heat impact will be greater, and the temperature rise in the pin area will be too high, which will lead to cracks in the glass insulator.
- Plating quality requirements: The power demand of nickel layer is small, and the power demand of gold layer is high. The same thickness of the plating with different plating methods will also affect the seam welding parameters. Chemical gold-plating requires less power than electrolytic gold-plating.
- Cover plate quality requirements: Cover plate surface should be relatively flat, and its flatness is best controlled within 0.04mm. The thermal expansion coefficient of the cover plate is similar to that of the base, and the welding melting point temperature should be as low as possible. The size error should be small. The cover plate should be smooth and clean, with small burrs and less stains. (The seam welding thickness of cover plate is best controlled within the range of 0.08mm~0.12mm.).
To sum up, in order to achieve high quality welding requirements (high reliable air tightness, uniform and continuous solder joints without porosity, clear and uniform fish scale welding pattern, no over-burning and no gold leakage, smooth and full welding seam, and base temperature cannot be too high), parallel seam welding has a crucial relationship with the matching of process parameters and the selection of the base cover materials, which requires comprehensive analysis of multiple factors.
(To be continue…)
Previous Page
Contact Us
Yantai Headquarters: 3F, #2 building, No.20 Wuhan Street, Yantai Area, China (Shandong) Free Trade Zone
North China Sales and Service Center: High-tech Industrial Development Zone, Zhuozhou City, Baoding City, Hebei Province, and Valley Science and Technology Industrial Institute
Northwest R & D, Sales and Service Center: Zhongxing Shenlan Science and Technology Industrial Park, Science and Technology Planning Resource Demonstration Zone, Fengdong New City, Xixian New District, Xi 'an, Shaanxi Province
Southwest Sales and Service Center: Information Optoelectronic Industry Base, 188 Guangyao 3rd Road, Qingyang District, Chengdu City, Sichuan Province
South China Sales and Service Center: Honghualing Craftsmanship Industrial Park, Taoyuan Street, Nanshan District, Shenzhen City
Contact Phone: 0086 535 6388095 / 0086 535 3021333 / +8613255522639
Mailbox: info@cmpyt.cn
Yantai Huachuang Intelligent Equipment Co., Ltd. All Rights Reserved | SEO